Должностная инструкция шлифовщик по дереву год. Санитарно-гигиенические особенности рабочего места шлифовщика
Единый тарифно-квалификационный справочник работ и профессий рабочих (ЕТКС), 2019
Часть №1 выпуска №40 ЕТКС
Выпуск утвержден Постановлением Госкомтруда СССР, Секретариата ВЦСПС от 10.01.1985 N 7/2-13
Шлифовщик по дереву
§ 85. Шлифовщик по дереву 2-го разряда
Характеристика работ . Шлифование брусковых необлицованных деталей вручную и на станках всех типов (кроме трехцилиндрового). Шлифование вручную криволинейных деталей и деталей гнутой мебели. Шлифование поверхностей внутренних деталей корпусов музыкальных инструментов. Подача и приемка деталей на шлифовальных станках.
Должен знать: принцип действия шлифовальных станков; вид и номер шлифовальной шкурки; требования, предъявляемые к шлифовальной поверхности.
Примеры работ
1. Блоки оконные и дверные - шлифование профилированных брусков.
2. Бочки заливные - шлифование под эмалирование.
3. Детали брусковые прямоугольного сечения - шлифование.
4. Лыжи - шлифование заусениц вручную.
5. Ножки гнутых стульев задние - шлифование вручную.
6. Плиты древесноволокнистые - шлифование после грунтования.
7. Футляры приемников и телевизоров - шлифование абразивами, шкуркой и пемзой.
§ 86. Шлифовщик по дереву 3-го разряда
Характеристика работ . Шлифование брусковых необлицованных деталей на трехцилиндровых шлифовальных станках. Шлифование на станках разной конструкции облицованных брусковых, криволинейных деталей и деталей гнутой мебели; узлов и деталей, предназначенных под непрозрачную отделку. Проверка качества деталей и узлов при шлифовании.
Должен знать: устройство шлифовальных станков; способы крепления и натяжения шлифовальной шкурки; режимы шлифования облицованных узлов и деталей; основные свойства древесины, лущеного и строганого шпона.
Примеры работ
2. Детали мелкие изогнутые - шлифование.
3. Доски паркетные клееные - шлифование на налаженном трехбарабанном станке.
4. Каблуки - шлифование под эмалирование и обтяжку.
5. Карандаши, торцы дощечек - шлифование с подбором штемпеля и направляющих рисок в одну сторону.
6. Клюшки для хоккея с мячом и шайбой - шлифование с доведением до точных размеров.
7. Колодки обувные простые - шлифование и зачистка на колодочно-шлифовальном станке.
8. Крышки кухонных столов - шлифование.
9. Пласты панелей клеевых - шлифование под эмалирование и обтяжку.
10. Подошвы и кромки, носок и пяточная часть лыж - шлифование.
§ 87. Шлифовщик по дереву 4-го разряда
Характеристика работ . Шлифование облицованных поверхностей щитовых деталей, узлов рамочной конструкции и других деталей, предназначенных под прозрачную отделку на шлифовальных станках разных типов. Набивка шлифовального полотна и фетра.
Должен знать: конструктивные особенности шлифовальных станков; правила установки шлифовальной шкурки, регулировки шлифовальных станков; режимы подготовки деталей для облицовывания; государственные стандарты на шероховатость поверхности древесины; назначение контрольно-измерительных инструментов; нормы расхода шлифовальной шкурки.
Примеры работ
1. Блоки карандашные - торцешлифование и калибровка по длине.
2. Грифы смычковых и щипковых музыкальных инструментов - шлифование.
3. Колодки обувные сложные и особо сложные - шлифование и зачистка на колодочно-шлифовальном станке.
4. Лыжи многослойные всех типов - шлифование с доведением до окончательных размеров.
5. Плиты столярные, древесностружечные и костровые - шлифование.
6. Рамки - шлифование на трехцилиндровом станке.
7. Стенки шкафов боковые, облицованные детали корпусов телевизоров и радиоприемников - шлифование перед отделкой.
8. Фанера и фанерные плиты - чистовое шлифование.
§ 88. Шлифовщик по дереву 5-го разряда
Характеристика работ . Шлифование отдельных поверхностей узлов и изделий вручную на установках, линиях, станках разных моделей по I категории отделки мебели. Шлифование экспортной фанеры. Контроль за качеством обработки. Наладка обслуживаемого оборудования.
Должен знать: кинематические схемы и правила наладки обслуживаемого оборудования; виды и назначение шлифовальной шкурки; технические требования, предъявляемые к экспортной фанере; правила применения контрольно-измерительных инструментов.
Профессиональное образование
Металлорежущие станки
7.4. Организация рабочего места шлифовщика
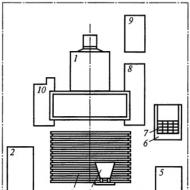
На рис. 7.6 представлена примерная схема организации рабочего места шлифовщика, обслуживающего плоскошлифовальный станок. Перед станком 1 расположена решетка (подставка) под ноги 3 и стул 4 для отдыха. Слева от него установлен контрольный столик 2 для измерительного инструмента, а справа - приемный стол 5 и стеллаж 6 для приспособлений с выдвижной платформой. Сверху стеллажа установлена кассета 7для хранения абразивного инструмента. Справа от станка размещена гидростанция 8 и электрический шкаф 9, а слева - бак 10 для СОЖ.

Рис. 7.6. Схема организации рабочего места шлифовщика, обслуживающего плоскошлифовальный станок:
1 - станок; 2- контрольный столик; 3 - решетка; 4 - стул; 5 - приемный стол; 6 - стеллаж; 7 - кассета; 8 - гидростанция; 9 - электрический шкаф; 10 - бак для СОЖ
Рабочее место шлифовщика оснащают устройством для принудительного отсасывания пыли, чтобы избежать ранения глаз рабочего абразивными зернами при правке шлифовальных кругов. В шлифовальных станках, работающих без применения СОЖ, должна быть предусмотрена возможность подсоединения к ним местной вытяжной вентиляционной системы.
Основные правила хранения шлифовальных кругов, их балансировки вне станка или на станке будут изложены в гл. 10.
Контрольные вопросы
- В чем состоит главная отличительная особенность планировки рабочего места шлифовщика по сравнению с планировкой рабочего места токаря, фрезеровщика и сверловщика?
» Профессионально о металлообработке » Шлифовальные станки
Организация рабочего места шлифовщика
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
На рис. 7.6 представлена примерная схема организации рабочего места шлифовщика, обслуживающего плоскошлифовальный станок. Перед станком 1 расположена решетка (подставка) под ноги 3 и стул 4 для отдыха. Слева от него установлен контрольный столик 2 для измерительного инструмента, а справа - приемный стол 5 и стеллаж 6 для приспособлений с выдвижной платформой. Сверху стеллажа установлена кассета 7 для хранения абразивного инструмента. Справа от станка размещена гидростанция 8 и электрический шкаф 9, а слева - бак 10 для СОЖ.
Рабочее место шлифовщика оснащают устройством для принудительного отсасывания пыли, чтобы избежать ранения глаз рабочего абразивными зернами при правке шлифовальных кругов. В шлифовальных станках, работающих без применения СОЖ, должна быть предусмотрена возможность подсоединения к ним местной вытяжной вентиляционной системы.
Подготовительные операции:
- 1. Перед началом работы рабочий должен подготовить рабочее место к безопасной работе: убрать ненужный, посторонние предметы. Разложить на тумбочке или столе в определенном порядке, удобном для пользования, инструмент, приспособления.
- 2. Проверить исправность оснастки станка: хомутиков, центров, люнетов, патронов, поводков, приспособлений для правки шлифовального круга.
- 3. Убедится в ограждении всех вращающихся частей и механизмов.
- 4. Проверить на холостом ходу исправность станка: Подвергнуть шлифовальный круг вращению на холостом ходу не менее 3-х минут.
Технологический процесс обработки детали состоит из следующих операции:
- 1. Получить задание он мастера или старшего смены в форме наряда на механическую обработку и чертежа детали.
- 2. Ознакомится с технологическим процессом и чертежом.
- 3. Забрать из соответствующей ячейки на стеллаже заготовки и приступить к работе.
- 4. После выполнения шлифовальной операции сделать пометку в наряде или в маршрутной карте, передать деталь старшему смены для дальнейшей обработки, либо в ячейку заказчика, если выполняемая операция является последней.
По окончанию смены убрать оснастку и инструмент, протереть станок ветошью (направляющие стола, шпиндельные отверстия передней и задней бабки). Передать сменщику о неисправностях и сбоях в работе. При отсутствии такой возможности оставить запись в сменном журнале.
Основным орудием труда является «Универсальный круглошлифовальный станок 3М132В (рис 3).
Рис.
Станочная оснастка:
Люнет (подвижный, неподвижный)
Патрон 3-х кулачковый
Патрон магнитный
Центра жесткие (грибковые, обратные)
Центра вращающие
Цанги зажимные
Хомутики
Переходные втулки
Слесарные инструменты:
Ключи торцовые
Ключи гаечные
Напильники
Абразивная бумага
Мерительный инструмент:
Штангенциркуль ШЦ-1
Микрометр гладкий (0-25, 25-50, 50-75, 75-100, 100-125 мм)
Индикатор часового типа
Индикатор рычажно-зубчатый
Нутромер индикаторный
Нутромеры типа «Teza» (от 3 до 90 мм)
К станочной оснастке предъявляются следующие требования:
- - размещение организационной оснастки должно соответствовать последовательности выполняемых работ и быть подчинено удобству пользования ею.
- - необходимо предусматривать раздельное хранение документации, режущих, мерительных и вспомогательных инструментов, запасных частей и приспособлений.
- - требование к столам и стеллажам, на которых хранятся предметы труда:
- - должны располагаться так, чтобы соответствовать по высоте или быть несколько выше уровня обработки деталей, высота столов или стеллажей для готовой продукции - соответствовать уровню ее обработки или быть несколько ниже его.
- - мебель по своим габаритам не должна загромождать рабочее место, а ее количество нуждается в обосновании, при этом следует руководствоваться необходимостью рационального использования производственной площади.
- - количество полок в шкафах и стеллажах, ящиков в тумбочках и столах должно быть достаточным для размещения технологической оснастки, рабочей документации, предметов хозяйственного обихода. Если полы в помещении не имеют деревянного или линолеумного покрытия, то в местах, где непосредственно выполняют свои производственные функции работники, следует устанавливать деревянные подставки для ног.
Предмет труда
Представляет собой заготовку из металла или сплава, предварительно обработанная и подготовленная для обработки на круглошлифовальном станку.
Продукт труда
Продуктом труда является готовая деталь или заготовка для последующую обработки. (Термическая обработка, координатное растачивание, профильное шлифование)
- 1. Чтение чертежа и технологического процесса.
- 2. Настройка станка на обработку детали
- 3. Установка детали на станок с помощью инструмента и оснастки Обработка детали согласно технологическому процессу
- 4. Контроль размеров с помощью мерительного инструмента
- 5. Демонтаж детали
Организация труда
С организационной стороны имеющееся на рабочем месте оборудование должно быть рационально расположено в пределах рабочей зоны; найден вариант оптимального обслуживания рабочего места сырьем, материалами, заготовками, деталями, инструментом, ремонтом оборудования и оснастки, уборкой отходов; обеспечены безопасные и безвредные для здоровья рабочих условия труда;
С экономической стороны организация рабочего места фрезеровщика должно обеспечить оптимальную занятость работников, максимально высокий уровень производительности труда и качество работы;
Эргономические требования имеют место при проектировании оборудования, технологической и организационной оснастки, планировке рабочего места.
Процессу труда работника, независимо от того, какие функции он выполняет, свойственны присущие ему закономерности, определяющие:
- - размещение работника в рабочей зоне;
- - положение рабочей зоны;
- - последовательность, количество и пространственную протяженность составляющих трудовой процесс трудовых движений;
- - последовательность вхождения человека в работу;
- - появление, наращивание и снижение утомляемости.
Подготовка и проверка исправности инструмента, оборудования. Уборка рабочего места по окончании рабочего времени.
Оглавление книги Следующая страница>>§ 3. ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА ШЛИФОВЩИКА.
Рабочим местом называется та часть площади цеха с расположенными на ней оборудованием, инструментом и инвентарем, которая находится в распоряжении рабочего, выполняющего порученную ему работу. На рабочем месте шлифовщика находится станок, шкафчик для хранения инструмента (рис. 3) и других принадлежностей, необходимых для работы и обслуживания станка, приспособления, тара для хранения заготовок и готовых деталей.
Инструмент, приспособления, заготовки должны лежать близко от шлифовщика. Предметы, которыми рабочий пользуется чаще всего, должны находиться от него ближе, чем предметы, применяемые реже. Предметы, которые берут правой рукой, следует располагать справа, а те, которые берут левой рукой,— слева. После использования каждый предмет нужно класть на отведенное для него место.
Рис. 3.
При двухсменной работе в шкафчике имеется два отделения, по одному для рабочего в первую и вторую смену. Для большого удобства и лучшего использования объема шкафчика полки выполняются поворотными. Открыв дверь шкафчика, рабочий поворачивает полку и, видя содержимое полки, может легко взять любой из инструментов или приспособление, нужное для работы.
Шлифуемые изделия размещают на крышке шкафчика непосредственно или в специальной таре.
Если площадь крышки не может уместить все заготовки, то поворачивают кронштейн, удлиняющий крышку.
В серийном и единичном производстве к задней стенке шкафчика прикрепляют доску и полку. На доске крепится чертеж детали, а на полку кладут технологическую карту и легкий измерительный инструмент (микрометр, штангенциркуль, скобу, пробку).
Измерительный инструмент необходимо хранить отдельно от рабочего инструмента. В крупносерийном и массовом производстве для хранения сложного измерительного устройства применяют специальные столы.
Рабочее место должно быть организованно рационально. Институт охраны труда и лаборатории НОТ многих заводов установили условия наилучшей организации труда.
У станков должны находиться подставки. Рабочий, стоя на подставке, должен быть в зоне досягаемости станка на высоте 1000—1600 мм от подставки.
Повторяемость однообразных приемов управления станком приводит к утомляемости. Исследования показали, что при выполнении до 180 однообразных приемов в час утомляемость нормальная, а при более 600 — очень большая.
Для сокращения затрат мускульной энергии и уменьшения утомляемости рабочего используют ряд технологических, трудовых и организационных факторов.
Специальная одежда рабочего должна быть удобной, красивой и пригнанной по фигуре. Ткани, из которых шьется одежда, должны быть немнущимися и стойкими.
Станочник обязан следить за чистотой своего рабочего места. Загрязнение рабочего места отходами металла, маслом и эмульсией, загромождение заготовками и обработанными деталями, а также плохое состояние пола (выбоины и трещины) могут быть причиной несчастного случая.
Отходы производства (стружка, всевозможные обрезки и др.) должны систематически убираться с рабочего места. Подача заготовок на рабочее место и удаление готовых деталей должны производиться регулярно.
По состоянию рабочего места можно судить о производственной культуре станочника. Слесари-ремонтники осуществляют технический уход за оборудованием, устраняют поломки и различные дефекты в станках, производят предусмотренные планово-предупредительной системой ремонты. Кроме слесарей-ремонтников, рабочее место станочника обслуживает дежурный электромонтер.
Статьи по теме